HI!欢迎来到中包工业云!
登录
|
立即注册
乐慧管系统入口
|
供应商管理
|
商务中心
|
邮箱登录
|
关注微信
|
安卓手机扫一扫,下载APP
推荐手机浏览器扫一扫
English
搜索
发布采购信息
发布供应信息
搜索
发布采购信息
发布供应信息
全部分类
胶带类
>
封箱胶带 >
BOPP胶带
无声胶带
彩色胶带
印字胶带
乐胶网自营封箱胶带
纸胶带 >
牛皮纸胶带
美纹纸胶带
和纸胶带
警示胶带 >
地板警示胶带
双面胶带 >
棉纸双面胶
泡棉双面胶
PET双面胶
纳米双面胶
PVC双面胶
导热双面胶
布基胶带 >
单面布基胶带
双面布基胶带
铁氟龙胶带 >
铁氟龙胶带
铝箔\铜箔胶带 >
铝箔胶带
玻纤铝箔胶带
铜箔胶带
银龙胶带
纤维胶带 >
单面玻璃纤维胶带
双面玻璃纤维胶带
耐高温玻璃纤维胶带
绿硅胶带 >
PET绿硅胶带
聚酰亚胺胶带 >
聚酰亚胺胶带
丁基胶带 >
丁基胶带
绝缘\导电胶带 >
PVC绝缘胶带
导电胶带
PET\玛拉胶带 >
PET\玛拉胶带
其他胶带 >
PE胶带
防滑胶带
捆扎胶带
3M胶带
德莎胶带
文具胶带
其他胶带
固定包装类
>
缠绕膜 >
缠绕膜
PE塑料膜 >
PE塑料膜
PE保护膜 >
PE保护膜
喷涂遮蔽膜 >
喷涂遮蔽膜
PP打包带 >
PP打包带
PP捆扎绳
PET塑钢打包带 >
PET塑钢打包带
铁皮打包带 >
铁皮打包带
纤维打包带 >
纤维打包带
乐胶网自营缠绕膜 >
乐胶网自营缠绕膜
尼龙扎带 >
尼龙扎带
打包扣 >
PP带打包扣
PET塑钢打包带专用打包扣
铁皮打包带专用打包扣
纤维打包带专用打包扣
纸制品包装类
>
纸箱 >
牛皮纸箱
彩箱
纸盒 >
飞机盒
彩盒
标签纸 >
标签纸
纸袋 >
牛皮纸袋
纸管 >
纸管
制袋包装类
>
塑料袋 >
自封袋
快递袋
PE袋
编织袋
食品级BOPP塑料袋
POF热收缩袋
帆布袋 >
周转包装类
>
塑料制品 >
塑料托盘
周转箱/筐
吸塑盘
木制产品 >
木托盘
木箱
铁制品 >
铁托盘
缓冲包装类
>
珍珠棉 >
EPE珍珠棉
铝箔珍珠棉
气泡制品 >
气泡膜
气泡袋
气柱袋
填充袋
(集装箱)充气袋
袋中袋
葫芦膜
气泡枕/充气枕
中空板 >
中空板
其他包装类
>
冷链产品 >
生物冰袋
EPS泡沫箱
EPE保温袋
保温箱
可降解产品 >
可降解塑料袋
可降解垃圾袋
其他可降解产品
防尘产品 >
防尘产品
个人防护 >
个人防护
口罩
其他产品 >
塑料把手
塑料钉
胶水
纸质品
其他包装品
原材料集采 >
原材料集采
原材料/半成品
>
BOPP胶带母卷 >
BOPP胶带母卷
双面胶带母卷 >
棉纸双面胶带母卷
PET双面胶带母卷
美纹纸胶带母卷 >
美纹纸胶带母卷
牛皮纸胶带母卷 >
牛皮纸胶带母卷
塑料粒子 >
PE
防护服热压胶条母卷半成品 >
首页
乐享工厂
乐算调货
乐慧管
供求信息
行业资讯
乐胶商城
生态供应商
中包运营
首页
>
供求信息
>
包装辅材
>
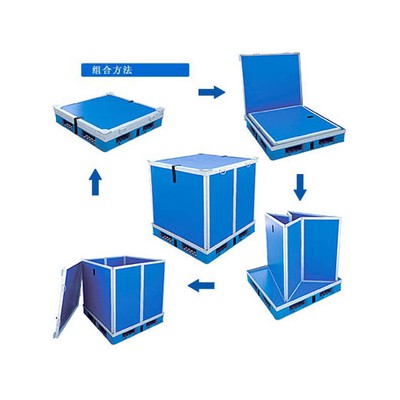
【供应】源头工厂现货供应塑料瓦楞收纳整理箱 定制塑料瓦楞箱
价 格 面议
数量:
10000
有效期:
长期有效
交易说明: 发货至
安徽合肥市
行业分类:
包装辅材
价格:
价格面议
浏览次数:
154
次
我要询价
请先登录
超盛1998
您还没有登录,请登录后查看联系方式
免费注册为会员后,您可以...
发布供求信息
推广企业产品
建立企业商铺
在线洽谈生意
详细信息
塑料中空板的注射成型生产工艺循环程序如下:
闭模一高压低速锁模一注射座前移一熔料注射一保压一入模熔料冷却(此工序时间内同时还有塑化螺杆随注射座后退、螺杆旋转塑化原料)一模内成型熔料冷却固化、开模(同时顶出制品)一闭模(下一个注塑制品循环生产开始)。
塑料中空板用原料按一次成型塑料制品的用料量,由料斗加入到注塑机的机筒内、转动的螺杆推动原料前移,与此同时原料接收机筒外部的加热。由于原料在机筒内既要受热升温,又要因螺杆上螺纹容积的逐渐缩小而受压缩,再加上不停转动螺杆的螺纹使翻动前移物料间及物料与机筒间的摩擦等多种条件作用,使原料在被推动前移的同时逐渐被塑化成熔融态。至螺杆前端的熔料,由于受喷嘴的阻力而产生反螺杆螺纹推压力,随着螺杆推动熔料前移量的增加,则产生的这个熔料反推压力也逐渐增加,当这个反推压力大于油缸活塞对螺杆的推力和摩擦阻力时(这个阻力即是螺杆的背压力),螺杆开始后退、同时开始料斗的加料计量。螺杆后退的距离大小由一次成型注塑制品的注射料量来决定, 由生产前调整好的行程限位开关控制。后退的螺杆碰到行程开关后,则停止转动和后退,完成一次预塑化原料程序。
联系方式
联系人:
(女士)
更多»
同类供求信息
【供应】安徽中空板 折叠箱 厂家直销
发货地:安徽
数量:10000
浏览次数:121
时间:2020年08月21日
【供应】现货工厂爆款热销PP材料4毫米厚度
发货地:安徽
数量:1000000
浏览次数:166
时间:2020年08月21日
【供应】厂家生产 防静电中空板周转箱 中空
发货地:安徽
数量:10000
浏览次数:122
时间:2020年08月21日
【供应】专业供应 塑料中空箱 中空板周转箱
发货地:安徽
数量:10000
浏览次数:195
时间:2020年08月21日
【供应】合肥中空板厂家专业做中空板12年
发货地:安徽
数量:1000000
浏览次数:122
时间:2020年08月21日
【供应】隔音棉墙体玻璃棉卷毡保温材料防火
发货地:安徽
数量:9999
浏览次数:181
时间:2020年07月27日







 您还没有登录,请登录后查看联系方式
您还没有登录,请登录后查看联系方式 发布供求信息
发布供求信息 推广企业产品
推广企业产品 建立企业商铺
建立企业商铺 在线洽谈生意
在线洽谈生意







